










Techninis dokumentas: Įspaudimo technologijos pagrindai
Įspaudimo zona – patikima alternatyva litavimo technologijai
ĮVADAS
Nuo pat įdiegimo telekomunikacijų srityje įspaudimo technologija tapo pripažinta pagrindine technologija automobilių ir pramonės elektronikoje. Atsižvelgiant į dabartines tendencijas, tokias kaip elektrifikacija, autonominis vairavimas ir „Pramonė 4.0“, reikalavimai patikimoms ir ilgaamžėms jungčių sistemoms nuolat didėja.
Ypač atšiauriomis eksploatavimo sąlygomis, kai susiduriama su vibracija, temperatūros svyravimais, drėgme ir mechanine apkrova, įspaudimo technologija įtikina aukštu proceso patikimumu ir ilgalaikiu stabilumu. Nepaisant skirtingų įspaudimo zonos konstrukcijų, visos sprendimai siekia to paties tikslo: ilgalaikio mechaninio tvirtumo ir elektrinio patikimumo jungties tarp spausdintinės plokštės ir kontakto.
Tai pasiekiama, kai įspaudimo zona yra didesnė už spausdintinės plokštės skylę ir įspaudžiama nustatyta jėga. Taip susidaro dujų nepraleidžianti, elektros atžvilgiu stabili ir mechaniniu atžvilgiu patvari jungtis su pastoviai mažu kontaktiniu pasipriešinimu.
Ypač atšiauriomis eksploatavimo sąlygomis, kai susiduriama su vibracija, temperatūros svyravimais, drėgme ir mechanine apkrova, įspaudimo technologija įtikina aukštu proceso patikimumu ir ilgalaikiu stabilumu. Nepaisant skirtingų įspaudimo zonos konstrukcijų, visos sprendimai siekia to paties tikslo: ilgalaikio mechaninio tvirtumo ir elektrinio patikimumo jungties tarp spausdintinės plokštės ir kontakto.
Tai pasiekiama, kai įspaudimo zona yra didesnė už spausdintinės plokštės skylę ir įspaudžiama nustatyta jėga. Taip susidaro dujų nepraleidžianti, elektros atžvilgiu stabili ir mechaniniu atžvilgiu patvari jungtis su pastoviai mažu kontaktiniu pasipriešinimu.
PAGRINDAI
Naudojant įspaudimo technologiją, įspaudžiant jungties kontaktą (piną) į perėjimu sujungtą spausdintinės plokštės skylę, sukuriamas elektrinis ryšys tarp jungties ir spausdintinės plokštės.
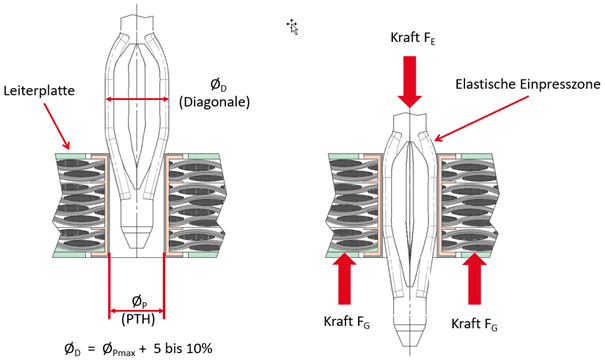
Įspaudimo technologija grindžiama paprastu principu:
kontaktinio kaiščio įspaudimo zonos skerspjūvio įstrižainė yra didesnė nei metalizuotos spausdintinės plokštės skylės. Įspaudimo metu atsirandantis deformavimas kompensuojamas lanksčia kontaktinio kaiščio zona, todėl spausdintinės plokštės įvorė deformuojasi tik nežymiai. Tuo pačiu tarp kontaktinio kaiščio ir metalizuotos spausdintinės plokštės skylės susidaro šalto suvirinimo jungtis: dujų nepraleidžianti, atspari korozijai, mažos varžos ir didelio elektrinio laidumo jungtis. Ji išlieka stabili net esant didelėms mechaninėms ir terminėms apkrovoms – tokioms kaip vibracija, lenkimas ir staigūs temperatūros pokyčiai.
Įspaudimo proceso metu rekomenduojame vykdyti proceso stebėjimą. Jėgos ir poslinkio analizės bei kameromis pagrįstos sistemos leidžia patikimai įvertinti jungties kokybę.
Be patikrintos įspaudimo technologijos su mūsų įspaudimo zona „Tcom press®“, „ept“ taip pat siūlo kitas jungimo technologijas, pavyzdžiui, litinius perėjimus, THR arba SMT – kiekvieną pritaikytą konkrečiai paskirčiai.
Įspaudimo technologija grindžiama paprastu principu:
kontaktinio kaiščio įspaudimo zonos skerspjūvio įstrižainė yra didesnė nei metalizuotos spausdintinės plokštės skylės. Įspaudimo metu atsirandantis deformavimas kompensuojamas lanksčia kontaktinio kaiščio zona, todėl spausdintinės plokštės įvorė deformuojasi tik nežymiai. Tuo pačiu tarp kontaktinio kaiščio ir metalizuotos spausdintinės plokštės skylės susidaro šalto suvirinimo jungtis: dujų nepraleidžianti, atspari korozijai, mažos varžos ir didelio elektrinio laidumo jungtis. Ji išlieka stabili net esant didelėms mechaninėms ir terminėms apkrovoms – tokioms kaip vibracija, lenkimas ir staigūs temperatūros pokyčiai.
Įspaudimo proceso metu rekomenduojame vykdyti proceso stebėjimą. Jėgos ir poslinkio analizės bei kameromis pagrįstos sistemos leidžia patikimai įvertinti jungties kokybę.
Be patikrintos įspaudimo technologijos su mūsų įspaudimo zona „Tcom press®“, „ept“ taip pat siūlo kitas jungimo technologijas, pavyzdžiui, litinius perėjimus, THR arba SMT – kiekvieną pritaikytą konkrečiai paskirčiai.
ĮSPRAUDIMO TECHNIKOS PRIVALUMAI
Palyginti su tradicine litavimo technologija, įspaudimo technologija siūlo daug privalumų kokybės, ekonomikos, funkcionalumo ir ekologijos požiūriu. Ji pasižymi itin dideliu patikimumu ir mechaniniu atsparumu bei yra ypač atspari smūgiams ir vibracijai. Be to, išvengiama tipinių gedimų, pavyzdžiui, šaltų litavimo vietų ar trumpųjų jungimų.
Ekonominiu požiūriu įspaudimo technologija taip pat įtikinama dėl savo remonto galimybių ir ekonomiško surinkimo. Funkciniu požiūriu ji užtikrina patikimą apdorojimą be terminio poveikio spausdintinei plokštei, todėl komponentai yra apsaugomi. Tuo pačiu jungčių kontaktai lieka be lydmetalo.
Be to, įspaudimo technologija siūlo ekologinius privalumus, nes nesusidaro nei lydymo garų, nei lydymo medžiagos likučių, todėl galima atsisakyti papildomų valymo procesų. Taigi ji atitinka dabartinius aplinkosaugos reikalavimus ir direktyvas, pvz., RoHS ir WEEE.
Ekonominiu požiūriu įspaudimo technologija taip pat įtikinama dėl savo remonto galimybių ir ekonomiško surinkimo. Funkciniu požiūriu ji užtikrina patikimą apdorojimą be terminio poveikio spausdintinei plokštei, todėl komponentai yra apsaugomi. Tuo pačiu jungčių kontaktai lieka be lydmetalo.
Be to, įspaudimo technologija siūlo ekologinius privalumus, nes nesusidaro nei lydymo garų, nei lydymo medžiagos likučių, todėl galima atsisakyti papildomų valymo procesų. Taigi ji atitinka dabartinius aplinkosaugos reikalavimus ir direktyvas, pvz., RoHS ir WEEE.
SPRĘSTINIO METODO TRŪKUMAI
Nepaisant daugybės privalumų, įspaudimo technologija, palyginti su litavimo technologija, turi ir tam tikrų trūkumų. Ji kelia aukštus reikalavimus spausdintinių plokščių kokybei, ypač skylių skersmeniui ir leistinoms nuokrypiams, be to, reikalauja specialių įrankių ir įrangos, o tai lemia didesnes investicines išlaidas.
Be to, įspaudimo proceso metu susidaro mechaninės apkrovos, kurios netinkamai taikant gali sukelti pažeidimus. Palyginti su litavimo technologija, miniatiūrizacija taip pat yra iš dalies ribota.
Be to, įspaudimo proceso metu susidaro mechaninės apkrovos, kurios netinkamai taikant gali sukelti pažeidimus. Palyginti su litavimo technologija, miniatiūrizacija taip pat yra iš dalies ribota.
ATRANKOS KRITERIJAI: ĮSPaudimo technologija
Patikimas įspaudimo jungimas grindžiamas optimaliu kelių kokybės savybių sąveikavimu. Ypač svarbūs yra įspaudimo zonos projektavimas, konkreti taikymo sritis, spausdintinės plokštės savybės bei gamybos procesas.
Tik suderinus šiuos veiksnius, įspaudimo technologija gali visapusiškai atskleisti savo potencialą ir užtikrinti ilgalaikę, stabilią, mechaniniu požiūriu patvarią bei elektriškai saugią jungtį.
Tik suderinus šiuos veiksnius, įspaudimo technologija gali visapusiškai atskleisti savo potencialą ir užtikrinti ilgalaikę, stabilią, mechaniniu požiūriu patvarią bei elektriškai saugią jungtį.
I. Spausdintinės plokštės atrankos kriterijai
Lentelėje lyginami įvairūs spausdintinių plokščių paviršiai pagal sluoksnio storį ir tinkamumą įspaudimo technologijai.
| Paviršius | |||||
| Panardinimas Sn | ENIG | Panardinimas Ag | OSP | HAL be švino | |
| Dangos storis | 0,8–0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Tinkamumas įspaudimo technologijai | labai geras | ribotai* | ribotai* | geras | su sąlyga* |
Labiausiai tinka panardinamasis alavas, OSP vertinamas kaip geras pasirinkimas, o ENIG, panardinamasis sidabras ir bešvinis HAL tinka tik tam tikromis sąlygomis – priklausomai nuo paskirties.
Be to, pateikiamos tipinės įspaudimo zonos, kurios dažniausiai sudarytos iš alavo arba alavo lydinių ant nikelio sluoksnio. Apibendrinant, skaidrė aiškiai parodo, kad paviršiaus pasirinkimas turi lemiamą įtaką įspaudimo technologijos kokybei ir patikimumui ir turi būti atidžiai parinktas atsižvelgiant į paskirtį.
Be to, pateikiamos tipinės įspaudimo zonos, kurios dažniausiai sudarytos iš alavo arba alavo lydinių ant nikelio sluoksnio. Apibendrinant, skaidrė aiškiai parodo, kad paviršiaus pasirinkimas turi lemiamą įtaką įspaudimo technologijos kokybei ir patikimumui ir turi būti atidžiai parinktas atsižvelgiant į paskirtį.
II. Įspaudimo zonos atrankos kriterijai
Įspaudimo zonoje galima naudoti šiuos paviršius: matinius alavo, alavo-švino, sidabro-alavo arba alavo-sidabro, taip pat indžio sluoksnius, kiekvieną iš jų uždedant ant nikelio sluoksnio.
| Paviršiai | ||
| 0,30–1,50 µm Sn matinis | virš | 1–3 µm Ni matinis |
| 0,30–1,50 µm SnPb 92/8–97/3 matinis | virš | 1–3 µm Ni matinis |
| 0,35–1,50 µm AgSn arba SnAg | virš | 1–3 µm Ni matinis |
| 0,30–1,50 µm In | virš | 1–3 µm Ni matinis |
Tinkama paviršiaus danga yra lemiamas veiksnys, užtikrinantis patikimą įspaudimo jungtį. Ji daro įtaką įspaudimo jėgoms ir, veikiama apkrovos, turi plastiškai deformuotis, nesugadindama paviršiaus. Tuo pačiu metu ji užtikrina stabilų elektrinį kontaktą, apsaugo nuo korozijos ir sumažina perėjimo varžą. Be to, tinkama danga padeda išvengti spausdintinės plokštės pažeidimų ir užtikrina saugų, pakartotinai atliekamą procesą.
SKYLĖS KONSTRUKCIJA
Norint užtikrinti aukštos kokybės įspaudimo jungtį, gaminant spausdintines plokštes ypatingą dėmesį reikia skirti skylės skersmeniui, galutinio skylės skersmeniui, vario įvorės storio ir spausdintinės plokštės paviršiui.
Tinkama skylės konstrukcija yra labai svarbi, nes ji tiesiogiai veikia jungties mechaninį stabilumą ir elektrinį patikimumą. Tik tinkamai suderinus skylės ir įvorės matmenis gaunamas reikiamas presavimo pritaikymas, užtikrinantis patikimą tvirtinimą ir nuolatinį kontaktą. Nuokrypiai gali sukelti per dideles presavimo jėgas, perėjimų pažeidimus arba nepakankamą kontaktą. Be to, tinkama skylės konstrukcija padeda kompensuoti gamybos nuokrypius ir užtikrinti pastovią proceso kokybę.
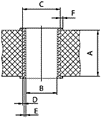
Toliau pateikta skylės konstrukcija yra pavyzdinis įgyvendinimo pavyzdys.
Tinkama skylės konstrukcija yra labai svarbi, nes ji tiesiogiai veikia jungties mechaninį stabilumą ir elektrinį patikimumą. Tik tinkamai suderinus skylės ir įvorės matmenis gaunamas reikiamas presavimo pritaikymas, užtikrinantis patikimą tvirtinimą ir nuolatinį kontaktą. Nuokrypiai gali sukelti per dideles presavimo jėgas, perėjimų pažeidimus arba nepakankamą kontaktą. Be to, tinkama skylės konstrukcija padeda kompensuoti gamybos nuokrypius ir užtikrinti pastovią proceso kokybę.
Toliau pateikta skylės konstrukcija yra pavyzdinis įgyvendinimo pavyzdys.
| LP medžiaga | FR4 | |
| Vardinė skylė | Ø 1,0 mm | |
| A | Spausdintinės plokštės storis | min. 1,44 mm |
| B | Galinis skylis | Ø 1,0 +0,09 / -0,06 mm |
| C | Pagrindinė skylė | 1,15 ±0,025 mm |
| D | Cu sluoksnis | min. 25 µm |
| E | Paviršius | cheminis Sn sluoksnis, 0,5–1,5 µm |
| F | Likutinis žiedas | min. 0,1 mm |
APDOROJIMAS
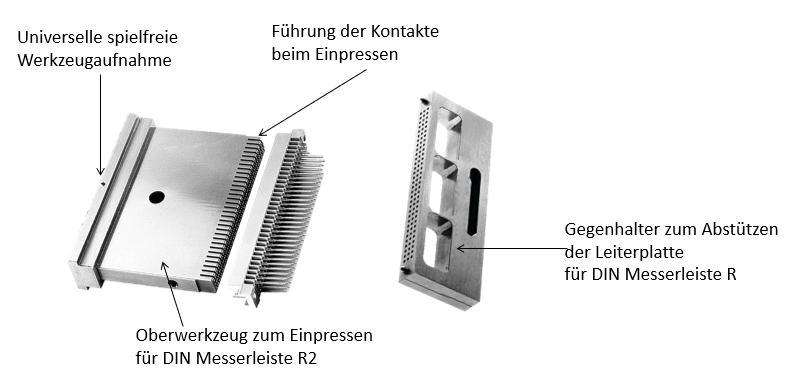
Norint užtikrinti ilgalaikį mechaninį ir elektrinį patikimumą, lemiamą vaidmenį atlieka kontroliuojamas įspaudimo procesas. Būtina naudoti viršutinį įrankį ir atramą.
Viršutinis įrankis perduoda presavimo jėgą kontaktui, o atrama palaiko spausdintinę plokštę ir apsaugo ją nuo mechaninių įtempimų. Priklausomai nuo jungties, naudojami plokštieji arba šukų įrankiai.
Jei įrankiai nėra optimaliai suderinti tarpusavyje, ant plokštės gali veikti nepageidaujamos jėgos ir sugadinti jau sumontuotus komponentus. Įspaudimo jėga turėtų būti visiškai perimama apatiniu įrankiu.
Plokštės su įspaustomis jungtimis neturėtų būti kaitinamos aukštesnėje nei 125 °C temperatūroje.
Viršutinis įrankis perduoda presavimo jėgą kontaktui, o atrama palaiko spausdintinę plokštę ir apsaugo ją nuo mechaninių įtempimų. Priklausomai nuo jungties, naudojami plokštieji arba šukų įrankiai.
Jei įrankiai nėra optimaliai suderinti tarpusavyje, ant plokštės gali veikti nepageidaujamos jėgos ir sugadinti jau sumontuotus komponentus. Įspaudimo jėga turėtų būti visiškai perimama apatiniu įrankiu.
Plokštės su įspaustomis jungtimis neturėtų būti kaitinamos aukštesnėje nei 125 °C temperatūroje.
Išvada
Įspaudimo technologija yra galinga ir perspektyvi alternatyva tradicinei litavimo technologijai. Ji išsiskiria dideliu proceso patikimumu, puikiu mechaniniu stabilumu ir ilgalaikiu patikimu elektros jungimu – net ir sudėtingomis eksploatavimo sąlygomis.
Ypač atsižvelgiant į didėjančią elektrifikaciją, augančią galios tankį ir didėjančius reikalavimus tvirtumui bei tarnavimo laikui, įspaudimo technologija siūlo lemiamus privalumus. Tačiau optimalaus našumo sąlyga yra tiksli įspaudimo zonos, spausdintinės plokštės ir apdorojimo proceso sąveika.
Esminis sėkmės veiksnys yra optimaliai suprojektuotos įspaudimo zonos pasirinkimas. „ept GmbH“ įspaudimo zonos – ypač „Tcom press®“ technologija – pasižymi labai gerai kontroliuojamu įspaudimo elgesiu, mažu spausdintinės plokštės apkrovimu ir dideliu proceso lango stabilumu. Tai leidžia sumažinti perėjimų pažeidimus ir užtikrinti ilgalaikius stabilius elektrinius kontaktus. Be to, „ept“ įspaudimo zonos geometrija užtikrina patikimą apdorojimą net esant siauroms tolerancijoms ir sudėtingoms spausdintinių plokščių konstrukcijoms.
Kaip patyręs jungčių technologijų specialistas, „ept GmbH“ siūlo individualius sprendimus, susijusius su įspaudimo technologija. Naudodama novatoriškas technologijas, pvz., „Tcom press®“ įspaudimo zoną, išsamią taikymo patirtį ir aukštą gamybos kompetenciją, „ept“ padeda savo klientams įgyvendinti patikimus ir ekonomiškus jungčių sprendimus sudėtingoms taikymo sritims.
Ypač atsižvelgiant į didėjančią elektrifikaciją, augančią galios tankį ir didėjančius reikalavimus tvirtumui bei tarnavimo laikui, įspaudimo technologija siūlo lemiamus privalumus. Tačiau optimalaus našumo sąlyga yra tiksli įspaudimo zonos, spausdintinės plokštės ir apdorojimo proceso sąveika.
Esminis sėkmės veiksnys yra optimaliai suprojektuotos įspaudimo zonos pasirinkimas. „ept GmbH“ įspaudimo zonos – ypač „Tcom press®“ technologija – pasižymi labai gerai kontroliuojamu įspaudimo elgesiu, mažu spausdintinės plokštės apkrovimu ir dideliu proceso lango stabilumu. Tai leidžia sumažinti perėjimų pažeidimus ir užtikrinti ilgalaikius stabilius elektrinius kontaktus. Be to, „ept“ įspaudimo zonos geometrija užtikrina patikimą apdorojimą net esant siauroms tolerancijoms ir sudėtingoms spausdintinių plokščių konstrukcijoms.
Kaip patyręs jungčių technologijų specialistas, „ept GmbH“ siūlo individualius sprendimus, susijusius su įspaudimo technologija. Naudodama novatoriškas technologijas, pvz., „Tcom press®“ įspaudimo zoną, išsamią taikymo patirtį ir aukštą gamybos kompetenciją, „ept“ padeda savo klientams įgyvendinti patikimus ir ekonomiškus jungčių sprendimus sudėtingoms taikymo sritims.